
14.1 Sammanfattning
Bakgrund och förutsättningar
Kombinationen av avlägset belägna vägar med måttlig trafik och mjuka vägkroppar har skapat särskilt goda förutsättningar för kallmassateknik och mjukasfalt i Sverige. En tidig version av kallblandad asfalt var AEB Ö, Öppen Asfaltemulsionsbetong, som hade intressanta egenskaper påminnande om indränkt makadam. Det finns mycket som är tilltalande i kallmassatekniken, bl. a lätthanterliga utrustningar och en god arbetsmiljö. Mjukasfalt kan ses som en efterföljare till tidigare asfaltlösningsbetong men är också en utveckling av oljegrusprodukten till en mer asfaltliknande beläggningstyp.
Materialkomponenter och sammansättning
Avsikten med emulgerad bitumen i kallblandade massor var bl. a att man fritt skulle kunna välja styvhet på bitumen, utan att det påverkade viskositeten i själva emulsionsvätskan och i sin tur massans hanterbarhet. Mycket arbete lades ned på att kontrollera brytningsförloppet, i Sverige och utomlands, men ingen metod har hittills fungerat tillräckligt bra. I kallåtervinning av asfaltgranulat finns fortfarande ett tekniskt motiv i form av möjligheten till utspädning.
Olika typer av blandarverk
De vanligaste typerna av blandarverk för kallmassateknik och mjukasfalt är flyttbara. Det finns två huvudtyper av blandarverk: kontinuerliga blandarverk och satsblandningsverk.
Kallmassatekniken
Kall blandningsteknik betyder vanligtvis att de fasta materialdelarna inte tillförs någon värme. Definitionsmässigt har man satt en högsta temperaturgräns vid 50 °C under hanteringen. Under många år använde Vägverket en typ av kontinuerliga verk, Luckstaverket. En del av de gamla anläggningarna lever fortfarande kvar. Under slutet av 1980-talet lanserades en mobil verkstyp för tillfälliga uppställningar, MX-30, tillverkad av finska Kalottikone OY. Materialet vägs upp satsvis från fyra fickor och blandas i en satsblandare av samma typ som i varmmassaverken.
Mjukasfalt
Produktionstekniken för mjukasfalt går ofta under benämningen halvvarm. De första verken som tillverkade en av föregångarna till mjukasfalt, asfaltlösningsbetong, var Luckstaverk kompletterade med en värmetrumma. De användes också för att blanda oljegrus i kalla områden, som annars kunde tillverkas utan uppvärmning. I början av 1990-talet lanserades ångvärme. Vägverket och några entreprenörer satsade på tekniken och sedan många år är Mjukasfalttillverkningen i mobila verk nära förknippad med den här uppvärmningstekniken. Den halvvarma tekniken för Mjukasfalttillverkning innebär enligt definitionen uppvärmning till mellan 50 och 120 °C.
14.2 Bakgrund och förutsättningar
Kombinationen av avlägset belägna vägar med måttlig trafik och mjuka vägkroppar har skapat särskilt goda förutsättningar för Kallmassateknik och Mjukasfalt i Sverige. Vägverkets egenregiverksamhet odlade verksamheten under en lång följd av år och stod under den perioden för merparten av produktionsvolymen och utvecklingsarbetet. Entreprenadföretagens ökade intresse efter introduktionen av den moderna Kallmassatekniken på 1970-talets blev en pådrivande faktor i utvecklingsarbetet, framförallt när det gäller produktionstekniken.

Bild 14:1 En lämplig väg för kallmassateknik och mjukasfalt
En tidig version av kallblandad asfalt var AEB Ö, Öppen Asfaltemulsionsbetong, som hade intressanta egenskaper påminnande om indränkt makadam. Ambitionen att vidga tillämpningen av Kallmassatekniken gjorde att man hamnade utanför produktens lämpliga användningsområde. Det ledde till ”misslyckanden” som gröpte ur förtroendet så att man till sist, efter femton år och en million ton, upphörde med tillverkningen i början av 1990-talet. Ett nytt teknikkoncept för kallmassa i Vägverkets dåvarande tekniska beskrivning VÄG 94 fick inte det genomslag man hade hoppats på. En av orsakerna var att massorna var svårlagda.
Bitumenemulsioner ersatte under 1970-talet de tidigare använda bitumenlösningarna, delvis av miljöskäl men också för att de bidrog med tekniska framsteg, framförallt för tankbeläggningar. Med åren har kostnaden för emulgeringen stigit och kan idag öka bitumenpriset med upp till 50 %. Det har gjort nytillverkade asfaltmassor med bitumenemulsion som bindemedel alltför dyra för de kvaliteter de representerar. Tekniken med emulgerad bitumen som bindemedel i nytillverkad asfaltmassa får tills vidare betraktas som ett vilande projekt.
Bitumenemulsioner till kallblandad återvinning har emellertid helt andra förutsättningar. Det går åt betydligt mindre emulgerad bitumen, varför fördyringen inte får samma genomslag på slutkostnaden. Emulsionsvattnet ställer inte till med några problem i den luftiga materialstrukturen, vilket det gjorde vid nytillverkning. Återvinningskonceptet är långt ifrån problemfritt men man kan leva med nackdelarna för det goda syftet att återskapa ett acceptabelt vägtekniskt värde av returasfalten.
Det finns mycket som är tilltalande i Kallmassatekniken, bl a lätthanterliga utrustningar och en god arbetsmiljö. Det gör att man i Sverige och utomlands söker vidare efter nya fungerande koncept. Intresset för blandningstekniker som kräver mindre energi och är mindre beroende av fossila bränslen talar också för Kallmassatekniken.
Mjukasfalt kan ses som en efterföljare till tidigare asfaltlösningsbetong men är också en utveckling av oljegrusprodukten till en mer asfaltliknande beläggningstyp. Tillverkningen kan ske i de flesta varmblandningsverken men den förhärskande tekniken är för närvarande uppvärmning med ångvärme i mobila verk. Bindemedlet är av en mjuk form av bitumen kallad Mjukbitumen. Resultatet blir beläggningar som kan följa rörelserna i mjuka vägkroppar under tjällossning och blöta perioder.
Valet av beläggningstyper och närmare beskrivningar av utförandet. redovisas i Vägverkets ATB VÄG (/1/) och i Handbok för återvinning av asfalt (/2/).
14.3 Materialkomponenter och sammansättning
Avsikten med emulgerad bitumen i kallblandade massor var bl a att man fritt skulle kunna välja styvhet på bitumen, utan att det påverkade viskositeten i själva emulsionsvätskan och i sin tur massans hanterbarhet. Så snart brytningsprocessen sätter igång, dvs när de suspenderade bitumenpartiklarna förenas till sammanhängande bitumen igen, märks bitumenstyvheten i massans konsistens. Problemet var, och är fortfarande, att det kan inträffa när som helst efter sammanförandet med grusmaterialet, t o m direkt i blandaren. Mycket arbete lades ned på att kontrollera brytningsförloppet, i Sverige och utomlands, men ingen metod har hittills fungerat tillräckligt bra. Därmed faller motivet för bitumenemulsioner i beläggningsmassor, som kunde ha motiverat merkostnaden. I kallåtervinning av asfaltgranulat finns fortfarande ett tekniskt motiv i form av möjligheten till utspädning, som underlättar fördelningen av bitumen i det absorptiva asfaltgranulatet.
Proportioneringen, valet av ett lämpligt blandningsrecept för önskade egenskaper, har hittills byggt på empiri, dvs erfarenhet. Orsaken är att det är svårt att bestämma egenskaper hos både kallblandade och mjuka asfalttyper med tester som tagits fram för de styvare varmmassorna. Man strävar annars efter att finna lämpliga recept med hjälp av funktionsefterliknande provningsmetoder. Det finns handledningar för funktionell proportionering av kallblandad asfaltåtervinning, eftersom de massornas hållfasthet kan lyftas till mätbara nivåer. Lång erfarenhet av kallmassatekniken och mjukasfalttillverkning kompletterat med sammansättningsanalyser och provning är den bästa garantin för ett lyckat resultat.
14.4 Olika typer av blandarverk
Det finns maskiner som utför blandningsarbetet ute på vägen, fräsar eller s k road-mixermaskiner. De används normalt för återvinning eller förbättring av befintliga material. Beskrivningen av de utrustningarna och deras arbetssätt tas inte upp i den här redovisningen. En utförlig presentation finns i rapporten Handbok för återvinning av asfalt (/2/).
De vanligaste typerna av blandarverk för Kallmassateknik och Mjukasfalt är flyttbara. Det finns två huvudtyper av blandarverk:
Kontinuerliga blandarverk, som fortlöpande matar in delmaterialen i en blandare och producerar beläggningsmaterial utan uppehåll för vägning och tömning.
Satsblandningsverk, som portionsvis väger upp och fyller på respektive pumpar in delmaterialen i en blandare och släpper ut det färdiga materialet i satser.
14.5 Kallmassatekniken
14.5.1 Allmän beskrivning
Kall blandningsteknik betyder vanligtvis att de fasta materialdelarna inte tillförs någon värme. Definitionsmässigt har man satt en högsta temperaturgräns vid 50 °C under hanteringen. Därmed skulle en måttlig tillförsel av värme kunna rymmas inom teknikkonceptet om det finns behov av det. Det finns ingen anledning att utesluta den möjligheten om den tekniska prestandan ökar på ett ur miljösynpunkt acceptabelt sätt. Till skillnad från t ex transporter kan uppvärmning ske med förnybar energi.
De mobila kallblandningsverken är lättflyttade och kräver lite utrymme. Detta ger möjlighet till etablering nära objekten och även etablering för små objekt. Allt bidrar till att minimera transportarbetet.
Bindemedelshanteringen förenklas genom att depåtankar och rörsystem inte har så stora krav på uppvärmning och isolering. Bitumenemulsion lagras vid 70 till 90 °C, vilket ska jämföras med 150 till 170 °C för varmmassabitumen.
Moderna kallblandningsverk har styrsystem som motsvarar varmmassaverkens i prestanda. Genom sin enkla utformning är kallblandningsverken dessutom lätta att övervaka okulärt.
14.5.2 Kontinuerliga blandarverk
Under många år använde Vägverket en typ av kontinuerliga verk, Luckstaverket. Vägverket gjorde sig av med merparten av utrustningarna under slutet av 1980-talet till förmån för nybyggda versioner enligt nya blandnings- och doseringsprinciper. En del av de gamla anläggningarna lever fortfarande kvar.
Förfarandet är mycket enkelt, som framgår av bild 14:2: en transportör tar materialet från doseringsfickorna till blandaren i ett kontinuerligt flöde, där det tillförs emulsion och eventuellt vatten. Blandningen sker kontinuerligt med framåtmatande blandararmar monterade på två parallella axlar (se bild 3). En bandtransportör tar därefter massan vidare, oftast för förvaring på marken, innan den lastas på bil. Det fria fallet mot marken kunde separera massan, varför man skaffade runda färdigmassafickor. Det löste emellertid inte problemet utan snarare förvärrade det, eftersom man inte kunde föra samman separationerna med en lastmaskin, som man kunde göra när det låg på marken. Det finns versioner där blandaren är monterad högt och där man kan lasta direkt på en lastbil. Kapaciteten ligger på mellan 100 och 125 ton/tim.
För att de grövre materialdelarna skall få en bra täckning brukar de tillsättas i början av blandaren tillsammans med bindemedlet, medan det finare materialet sätts till längre fram i blandaren. Det finns flera tekniska varianter på det här temat (bild 4).
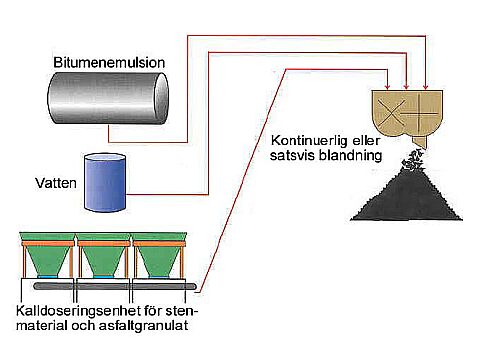
Bild 14:2 Principskiss av verk för tillverkning av kallblandad massa
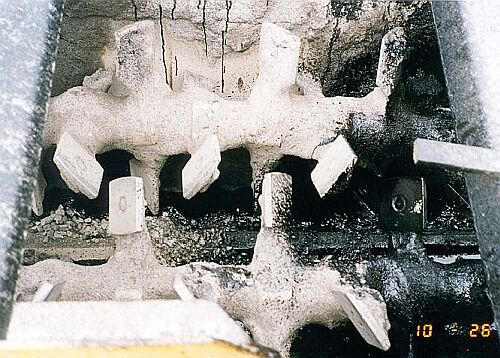
Bild 14:3

Bild 14:4 Kontinuerligt blandarverk för kallblandad asfalt av fabrikat Aneco. Grovt och fint material kan tillsättas var för sig.
14.5.3 Satsblandningsverk
Under slutet av 1980-talet lanserades en mobil verkstyp för tillfälliga uppställningar, MX-30, tillverkad av finska Kalottikone OY. Materialet vägs upp satsvis från fyra fickor och blandas i en satsblandare av samma typ som i varmmassaverken. Blandaren är så högt placerad att lastbilarna kan lastas direkt under blandaren, sats för sats. Man använder ingen färdigmassaficka och det förekommer att massan hamnar på marken före lastning. Processen och processtyrningen liknar motsvarande moment i ett varmmassaverk, bortsett från uppvärmningen och allt som hör till stoftavskiljning och varmsiktning. En sats kan innehålla från 1,5 till 3 ton och tar 30 till 40 sekunder att tillverka.

Bild 14:5 Blandningsverk för satsvis tillverkning av kallblandad massa av fabrikat Kalottikone
14.6 Mjukasfalt
14.6.1 Allmän beskrivning
Produktionstekniken för Mjukasfalt går ofta under benämningen halvvarm. De första verken som tillverkade en av föregångarna till Mjukasfalt, asfaltlösningsbetong, var Luckstaverk kompletterade med en värmetrumma (bild 6). De användes också för att blanda oljegrus i kalla områden, som annars kunde tillverkas utan uppvärmning.
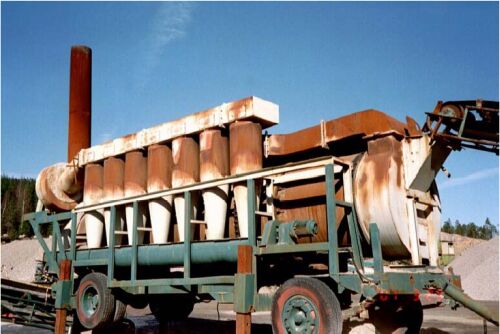
Bild 14:6 Uppvärmningen av stenmaterialet till asfaltlösningsbetong och oljegrus kunde ske i utrustningar som den på bilden. Rökgaserna renades i sk. cyklonfilter. Det uppvärmda materialet blandades sedan med bitumenlösning i en Luckstablandare
I början av 1990-talet lanserades ångvärme. Vägverket och några entreprenörer satsade på tekniken och sedan många år är Mjukasfalttillverkningen i mobila verk nära förknippad med den här uppvärmningstekniken.
Den halvvarma tekniken för Mjukasfalttillverkning innebär enligt definitionen uppvärmning till mellan 50 och 120 °C. Under normal produktion med ånguppvärmning har massan ungefär 75 °C och vid hög produktion kan man klara ca 65 °C. Vid låg produktion går det att komma ända upp till 100 °C eller mer. Det betyder att uppvärmningskapaciteten utnyttjas maximalt och att det inte finns någon överkapacitet att ta till, som hos den öppna brännaren i en värmetrumma, om det skulle krävas (kallt stenmaterial, ökad kapacitet). Förespråkarna menar emellertid att utfälld fukt från ångan smörjer materialet och gör asfaltmassan smidig vid en lägre temperatur är för torrvärmda asfaltmassor.
14.6.2 Beskrivning av asfaltverken
Ett av företagen som tillverkar ångvärmeverk är Kalottikone OY i Rovaniemi. Till sitt kallblandningsverk MX-30 kopplar man ett ångaggregat som genererar överhettad ånga, 200 till 400°C, som pressas in i stenmaterialet. Materialet får bara värme under tiden det ligger i doseringsfickorna, vilket är anledningen till de kapacitetsberoende temperaturerna. I allt övrigt fungerar verket på samma sätt som kallblandningsversionen. Tekniken används både för nytillverkning och återvinning. Ungefär 30 m3 vatten åtgår per skift, vilket innebär att man måste säkerställa denna volym av tillräckligt god vattenkvalitet.
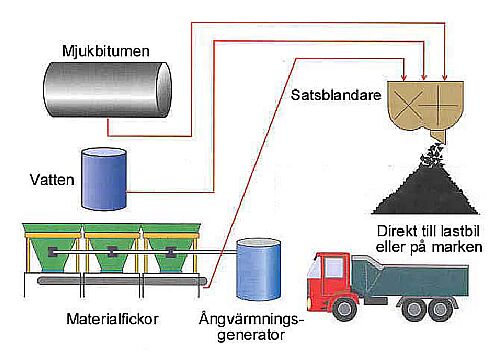
Bild 14:7 Principskiss av verk för satsvis blandning av mjukasfalt. Massan uppvärms med hjälp av överhettad ånga

Bild 14:8
Mjukasfalt kan också tillverkas i varmmassaverk om de har möjlighet att blanda vid temperaturer runt 100 °C och nedåt. Ett vanligt problem i konventionella asfaltverk är utfällning av fukt i rökgaskanalerna och i stoftfilter och igensättning av varmsiktarna. Det finns kompletterande utrustningar som förhindrar att det här inträffar och man kan också sänka temperaturen korta perioder, för att sedan torka ut anläggningen efteråt under full temperatur.

Bild 14:9 Halvvarm produktion kan utföras i konventionella varmblandningsverk.
Verket på bilden har en särskild värmetrumma för asfaltåtervinning
Bild 14:10
14.7 Litteratur
1. ATB VÄG, Vägverket, 2000
2. Handbok för återvinning av asfalt, Vägverket, 2000
14.8 Utvecklingsläget år 2006 för kallmassateknik och mjukasfalt
Utvecklingsläget år 2006 för kallmassateknik och mjukasfalt
Den återstående användningen av bitumenemulsioner i kallblandad asfalt är på väg att ersättas av nya koncept. Nyheterna bygger på användning av andra slag av konsistensgivare än emulgering och till detta lagt en måttlig uppvärmning av stenmaterialet. Därmed knyts tillverkningen inte lika mycket till mobila produktionsenheter som tidigare, även om de kommer att dominera tillverkningen också i framtiden. Produktbehovet för lågtrafikerade har sträng taget varit oförändrat under alla år, något som emulsionsbaserade massabeläggningar inte alltid kunnat tillfredsställa. Det gäller t. ex. oljegrus, som kommer att få en renässans i en eller annan form. Hela teknikområdet präglas av integrering av produktionssätt och produktkvaliteter med tätare kvalitetssteg, istället för som tidigare markerade skiljelinjer mellan kallblandat, halvvarm teknik och varmmassor. Utvecklingen befinner sig mitt i steget och tekniken kommer att förändras i takt med nya erfarenheter och framsteg.
Ett exempel på hur tekniken kan tillämpas redovisas i rapporter och informationsblad på SBUFs webbsidor:
SBUF rapport 11391 Asfalt med ROD
och studeras i följande pdf-dokument:
1. Tyllgren, P. (2004). Asfalt med rapsoljederivat (ROD), Redovisning av beläggningar utförda 1999-2002 och undersökningar 2003. SBUF 11391. Malmö. SBUF/Skanska.
2. Tyllgren, P. (2004). Asfalt med rapsoljederivat (ROD), Bitumenstudier och miljöstatus. Vägverket 1401-280/SBUF 11581. Borlänge. Vägverket/SBUF.
3. Asfalt med rapsoljederivat (ROD), Ett nytt koncept för kallblandning och halvvarm teknik. SBUF informerar 05:36 (2005). Stockholm. SBUF.
Författare
Torbjörn Jacobson
Född 1951. Kemingenjör, Tekniska Läroverket i Stockholm 1971
Forskningsledare på Väg och Tranportforskningsinstitutet, VTI, i Linköping.
Per Tyllgren
Född 1948. Civilingenjör VoV, Lunds Tekniska Högskola 1973
Utvecklingsingenjör på Skanska Asfalt och Betong i Malmö.